В НПП "ЭЛТЕХМАШ" разработана промышленная электронно-лучевая установка нового поколения для нанесения однослойных и многослойных металлических, оксидных, карбидных, боридных покрытий на различные изделия, в частности на лопатки турбин.
Технические характеристики установки
| Значение | Параметр |
| Размеры цилиндрической кассеты с изделиями, мм, не более: - диаметр - длина |
250 |
| Скорость вращения изделия на горизонтальном штоке, об/мин | 1-25 |
| Количество тиглей, шт | 4 |
| Внутренний диаметр тиглей, мм | 70 |
| Длина испаряемых слитков, не более | 500 |
| Скорость подачи слитков, мм/мин | 0,5 - 350 |
| Расстояние от верхнего среза тиглей до оси вращения кассеты или плоскости напыления, мм | 350 |
| Количество и номинальная мощность электронных пушек, n х кВт: - для испарения материалов из тиглей - для нагрева изделий Тип электронных пушек - газоразрядные с холодным катодом |
4х100 |
| Потребляемая мощность, кВт, не более |
300 |
| Номинальное рабочее ускоряющее напряжение, кВ | 30 |
| Рабочий вакуум в камерах, Па (мм рт.ст.) | 6х10-3 - 1х10-2 (5х10-5 - 1х10-4) |
| Номинальное напряжение питающей сети трехфазного переменного тока частотой 50Гц, В | 380 |
| Габаритные размеры установки, мм, не более* - длина - ширина - высота |
10850 |
| Масса установки, т, не более | 25 |
Особенностью конструкции установки является ее оснащение электронно-лучевыми нагревателями с холодным катодом. Использование холодного катода из алюминия исключает любые его искривления, что дает возможность получать стабильный электронный пучок с ресурсом катода до 1000 часов.
С другой стороны, электронно-лучевые нагреватели с холодным катодом способны стабильно работать при вакууме 5х10-1 Па, тогда как электронно-лучевые нагреватели с горячим ленточным катодом работают в вакууме не ниже 5х10-2 Па. Возможность работы электронно-лучевых нагревателей с холодным катодом при более грубом вакууме позволяет при необходимости производить в процессе испарения напуск кислорода в паровое облако из диоксида циркония и обеспечивает получение стехиометрического слоя теплозащитного покрытия.
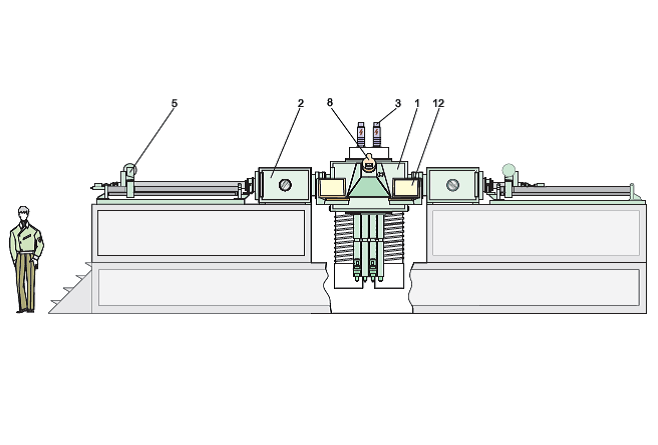
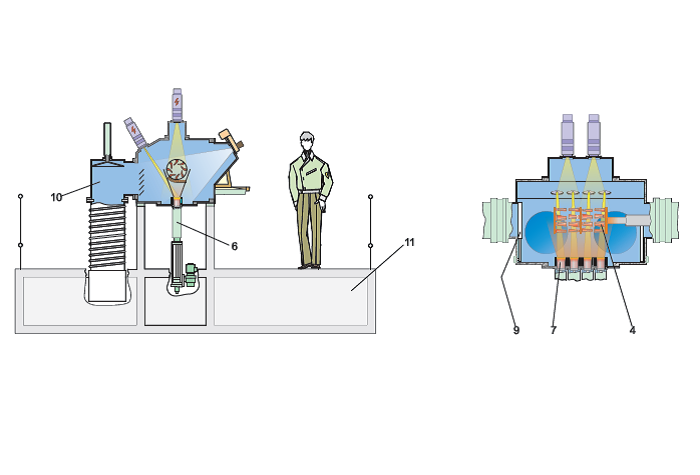
Установка представляет собой блок вакуумных камер с механизмами, устройствами и системами, обеспечивающими проведение технологического процесса электронно-лучевого нанесения покрытий в вакууме на различные изделия. К нижнему фланцу рабочей камеры пристыкован блок тиглей, в состав которого входят четыре медных водоохлаждаемых тигля и четыре механизма подачи испаряемых слитков. Загрузка слитков испаряемых материалов в механизмы производится сверху через тигли. Четыре электронно-лучевых пушки с холодным катодом служат для испарения материалов из тиглей и установлены таким образом, что каждая электронная пушка, предназначенная для испарения слитка из соответствующего тигля, может использоваться также для испарения материала из соседнего тигля. Такая необходимость может возникнуть при изменении расположения или количества тиглей по требованиям технологического процесса.
Для нагрева изделий служат две такие же электронные пушки, установленные сверху технологической камеры. Две синхронно работающих заслонки предназначены для экранирования изделий во время разогрева испаряемых материалов и изделий до стабилизации технологического режима. Две шлюзовые камеры предназначены для перезагрузки напыляемых изделий. Разобщение объёмов рабочей и шлюзовой камер производится двумя вакуумными затворами.
В шлюзовых камерах предусмотрены устройства ионной очистки изделий перед нанесением покрытий. Наличие двух вспомогательных камер увеличивает производительность установки. Нанесение покрытий на изделия, подаваемые поочерёдно из шлюзовых камер происходит без развакуумирования камеры напыления. Механизм горизонтальной подачи служит для перемещения изделия из шлюзовых камер в камеру напыления и обратно, а также для вращения изделий. Для компенсации возможного прогиба штока в крайнем выдвинутом положении передняя опора штока выполнена на цапфах. Ввод горизонтального штока в камеру выполнен таким образом, что уплотнение поступательного и вращательного движения штока осуществляется разными уплотнительными устройствами. Такая развязка предотвращает быстрый выход из строя манжетного уплотнения поступательного перемещения штока. Штоки снабжены токосъемниками для снятия сигналов, поступающих с термопар, закреплённых на кассете с лопатками. Приспособление с изделием закрепляется на свободном конце штока и при необходимости может быть охлаждено водой, поступающей из штока.
Источник питания электронных пушек.
В конструкции установки использованы источники питания отдельно для каждой электронной пушки с ускоряющим напряжением 30 кВ. Питание каждой электронной пушки от отдельного источника позволяет более стабильно обеспечивать проведение технологического процесса.
Система управления.
Система управления осуществляет:
- контроль технического состояния всех систем установки;
- автоматическую подготовку установки к выполнению технологического процесса;
- управление с пульта оператора узлами установки при проведении процесса;
- сбор, обработку, отображение в реальном масштабе времени, хранение технологических параметров и циклограммы процесса.
|
|
| 1. Камера технологическая 2. Камера шлюзовая 3. Электронная пушка 4. Кассета 5. Механизм подачи кассеты (изделия) 6. Механизм подачи слитка |
7. Тигель 8. Смотровая система 9. Заслонка 10. Вакуумная система 11. Площадка обслуживания 12. Пульт управления |
|

|

|